一、引言
气门作为发动机配气机构中的执行元件,是保证发动机动力性能、经济性能、可靠性及耐久性的重要零件。工作时长期处于高温、有害气体腐蚀及反复的冲击载荷作用,其工作环境十分恶劣。由于其担负的特殊功用和恶劣的工作条件,气门失效时有发生,轻则损及功率,重则机器报废甚至产生恶性事故。
由于种种原因,近年来,气门失效在市场反馈呈上升趋势,给用户和配件供应商带来了极坏影响。本文从排气门设计、制造、组装和使用等方面对气门失效的原因进行了分析,并提出了相应对策。
二、气门常见的失效模式
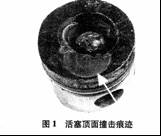
1.活塞和气门撞击造成的气门断裂。发动机工作中,在任何情况下,气门与活塞都不能发生接触,哪怕是轻微的接触也会导致气门断裂。其表现形式是:在活塞顶面与气门相对应的位置有和气门盘部尺寸相符合的重复撞击痕迹,在气门盘端面无积碳,呈旋转摩擦的光亮面,如图1所示。
2.锁夹脱落。气门安装时,若锁夹选用不对,安装不好或受强烈震动冲击等,锁夹会脱落或失效,气门将掉人缸内,其表现形式为气门锁夹槽部位完好,气门杆部弯曲,如图2所示。

3.锁夹的内凹筋与气门锁夹槽形不符,将会啮伤锁夹槽,造成气门锁夹槽部断裂,其表现形式为锁夹槽部可见明显的啮伤痕迹,如图3所示。

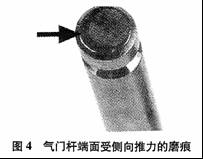
4.摇臂与气门接触位置不正确,气门杆端将会受侧向推力导致气门锁夹槽部断裂。其表现形式为气门杆端面可见明显的受侧向推力的磨痕,如图4所示。
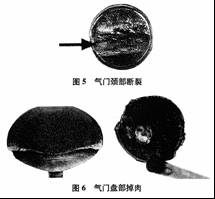
5.气门导管与气门座口的同轴度超差,会使气门的颈部和盘部受单边落座而产生交变弯曲应力,造成气门颈部断裂或盘部掉块。其表现形式为气门杆有明显的单边磨损或异常磨损痕迹,气门锥面和座口接触位置偏移,并常伴有气门不旋转等,如图5和图6所示。
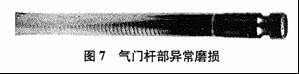
6.气门导管间隙超差。气门导管超过使用极限,将会造成气门在运动过程中摆动、杆部异常磨损、气门温度升高及落座不正受力不均匀等,导致气门失效,如图7所示。
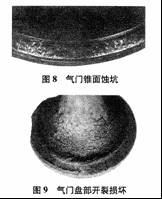
7.废气中不应存在的固体颗粒及异常的化学腐蚀物质以及高温导致气门锥面蚀坑,严重时会使气门锥面局部烧蚀或盘部开裂损坏,如图8和图9所示。
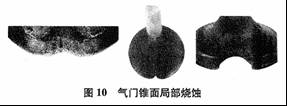
8.高温气体从气门锥面与座口接触不严处逸出,造成气门锥面局部烧蚀(俗称“烧口”),如图10所示。
9.气门实际工作温度高于设计的发动机气门工作温度极限,导致气门局部材料退火,金相组织转变,机械强度降低、盘部变形和气门颈部断裂,如图11所示。

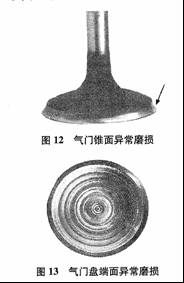
10.进气洁净度差、气门间隙不当、落座时对座口冲击大及气门旋转太快导致气门锥面异常磨损,如图12和图13所示。
11.气门端面不允许打标记或研磨气门时敲击,否则将使局部应力集中导致开裂,如图14所示。

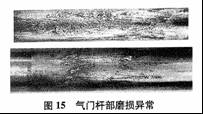
12.导管内孔与气门杆径尺寸间隙小于有关规定或润滑不良导致气门运动状态异常,磨损严重或气门损坏,如图15所示。
三、原因分析及相应对策
从排气门失效残骸分析结果来看,其失效方式大多与气门设计、制造、组装和使用等环节相关。
(一)气门制造过程
1.颈部存在校直缺陷
气门毛坯经热处理不可避免要产生变形,现国内气门生产厂家普遍采用双滚式校直机进行矫正。由于设备调试不当等原因(如校直长度过长),校直轮滚压到气门颈部,被压部位表层将产生微观变化。金相检验发现,此变形区域晶格产生了严重扭曲,具有大量位错和孪晶,校直压力过大时,有微裂纹出现。由于此种缺陷深度较深,后续加工不能完全去除,并且该种微裂纹用普通探伤的方法很难发现。气门装机后,此种微裂纹即成为发生断裂的裂纹源,要求生产中应采用严格的定位装置和适当的校直压力进行校直作业。
2.颈部存在较深的刀纹
从失效的气门来看,颈部加工主要采用2种方式:一是颈部精锻(或机加工)后进行抛丸处理;二是颈部采用车削或磨削加工,存在刀纹。过深的刀纹会降低钢的疲劳强度,尤其是在气门颈部第2热点附近应避免出现过深的刀纹。
3.镀铬缺陷
排气门有的厂家采取杆部镀铬。镀铬时,尤其是在镀层较厚时,常会在铬层出现环形裂纹。这是由于铬沉积时产生较高的拉伸应力引起的,这种情况会导致在明显具有机械弯曲应力处的疲劳强度大大降低。因此,应避免在颈部与杆部过渡表面上镀铬。
4.热处理过程
晶粒大小对钢的高温性能影响很大。当使用温度低于等强温度时,细晶粒钢具有较高的强度;当使用温度高于等强温度时,粗晶粒钢具有较高的蠕变抗力和持久强度,但晶粒太大会使持久塑性和冲击韧性降低。另外金相组织中碳化物分布呈网状分布,割断了基体,降低了钢的疲劳强度。
所以在热处理生产中,应确保固溶加热温度和保温时间(保温时间应不低于0.5h),使碳化物充分溶于奥氏体基体,在时效温度和时间能保证金相合格的情况下,温度越高,时间越长,越有利于碳化物的弥散效果。
(二)气门的组装和使用过程
1.在发动机配气机构中,气门与气门座;气门与导管;气门与摇臂构成了3对摩擦副,前2个摩擦副配合不当也是造成气门失效的一个因素。
发动机气门座和气门导管与气缸盖是一体的,新气缸盖气门座和气门导管是一起铰制的,位置精度很好。经过一段时间的使用后,气门座口和气门导管均有不同程度的磨损,尤其是使用了配合性较差的气门,气门与气门座配严后,气门座与导管同轴度变差;同时,气门杆与导管之间的间隙增大。气门在气体压力、惯性力和弹簧预紧力的共同作用下落座时,将作摇头运动,这是由于气门锥面不能同时落座造成,弯曲力矩将增大,并且气门向导管的传热恶化,气门容易过热,强度降低,当弯曲应力超过材料的疲劳极限时,气门将产生断裂。
2.发动机超速运转也是造成气门失效的原因之一。高功率运转时,发动机虽然在一定的负荷和转速下运转,但各部分的温度很高,机械负荷也最重,就配气机构而言,容易产生气门与气门座的磨损。在山区路面及上下坡等,这样的负荷是断续发生的,因此,易导致气门局部材料退火、金相组织转变、机械强度降低及在发动机高温部分会形成裂纹。这种裂纹是热应力引起的疲劳裂纹,裂纹发生在发动机内承受高温燃气作用部分,如容易发生在气门颈部第2热点附近。
3.路况和燃油不良有时也是促成断裂的充分条件。
(三)其他因素
因气门弹簧断裂、气门座口脱落、正时皮带断裂或排气门导管断裂、配气相位错误及发动机超速等原因也均能导致气门失效。
四、结束语
造成气门失效模式有很多,且有时不止一个,往往是多个因素促成的结果。而且一旦事故发生,损破现场无法保护,原始资料不易搜集,给失效分析带来了种种困难。但无论如何,应充分认识到失效分析的重要性,从事故中取得经验和教训,用以改进工作,减少此类问题的再发生。 |

